
Innovations in Belt Conveyor Function and Design

Belt conveyors are a pivotal part of modern industrial operations, offering a highly efficient method to move materials across distances, both short and long. These systems are integral to a multitude of sectors, including manufacturing, mining, agriculture, and logistics, underscoring their versatility and importance. The fundamental belt conveyor function revolves around a continuous loop mechanism, where a long belt made from durable materials is driven by pulleys powered by motors. This setup allows for the seamless transportation of goods and materials from one point to another, significantly enhancing productivity and operational efficiency. By automating the movement process, belt conveyors reduce the need for manual labor, minimize handling times, and increase the overall throughput of materials, making them an indispensable tool in the modern industrial landscape.
What are the Belt Conveyor Function and Parts
Main Components: At the heart of the belt conveyor system are several key components that work together to move materials. The frame serves as the backbone, providing structural support for the entire system. It holds the belt, support rollers, driving unit, and pulleys in place. The belt itself is made from durable materials designed to withstand the rigors of daily operation, carrying materials from one end to the other. Support rollers are placed under the belt to support its weight and the weight of the materials being transported, ensuring the belt moves smoothly and maintains its shape.
The intricate design of belt conveyors allows them to play a crucial role in industrial operations, moving materials efficiently from one process to another. Each component of a belt conveyor has a specific function that contributes to the overall belt conveyor function, ensuring smooth and efficient operations.
Driving Unit: The driving unit is critical to the function of belt conveyor, comprising three main elements: the motor bracket, electrical drive, and counter bearings. The motor bracket supports the motor, which provides the power needed to move the belt. The electrical drive controls the speed and direction of the belt, allowing for precise control over the movement of materials. Counter bearings ensure the smooth operation of the rotating parts, reducing friction and wear.
Support Rollers: Support rollers play a vital role in the conveyor belt function by assisting the belt in movement and preventing sagging. Positioned strategically along the conveyor’s length, these rollers help to distribute the weight of the materials evenly, reducing stress on the belt and preventing it from stretching or becoming misshapen. This not only prolongs the life of the belt but also ensures materials are transported efficiently and without interruption.
Pulleys and Clamping Straps: Pulleys are responsible for controlling the belt’s movement, guiding it around the conveyor system. The driving pulley moves the belt, while the tail pulley provides tension, keeping the belt taut and in place. Clamping straps are used to secure fixtures and components to the conveyor, ensuring they remain stationary during operation. This is particularly important for items that need to be held firmly in place as they are transported along the conveyor.
Together, these components ensure the belt conveyor function is carried out effectively, moving materials with precision and efficiency. Understanding how each part contributes to the conveyor’s operation is essential for optimizing performance and maintaining the system’s longevity.
Belt Conveyor Function in Various Applications
The belt conveyor function extends across a wide range of applications, proving indispensable in industries from construction to food processing. This versatility is due to their efficiency in moving materials over distances, their adaptability to different terrains and environmental conditions, and their contribution to workplace safety.
Construction and Civil Engineering: In construction projects and civil engineering, the function of belt conveyor is crucial for moving bulk materials like sand, gravel, and cement. Conveyors streamline the transportation of these materials to various parts of a construction site, enhancing efficiency and reducing the need for manual labor. This not only speeds up project timelines but also significantly improves safety by minimizing the risks associated with the manual handling of heavy or hazardous materials.
Industrial Applications: The conveyor belt function is equally vital in manufacturing, mining, waste/recycling, and food processing industries. In manufacturing, conveyors transport parts and finished goods, reducing the time and labor involved in moving items through production lines. In mining, they are used to transport ore from the mine face to processing facilities, often over long distances. Waste and recycling facilities utilize belt conveyors to sort and move recyclable materials efficiently, while in the food processing industry, they are used to move products through various stages of processing and packaging, adhering to strict hygiene standards.
Specialized Conveyors: The belt conveyor function is not limited to traditional applications. Innovative systems like the Doppelmayr Ropecon and High Angle Conveyor (HAC) have been developed to address specific challenges. The Ropecon system, for example, is designed for rough terrain and environmentally sensitive areas, using cables to suspend the conveyor belt and transport materials over obstacles and varying elevations. High Angle Conveyors, on the other hand, maximize space by conveying materials at steep inclines, reducing the footprint required for conveyor systems. These specialized conveyors exemplify how the function of belt conveyor can be adapted to meet unique material handling needs in challenging environments.
Through these diverse applications, belt conveyors demonstrate their ability to enhance productivity, safety, and efficiency across various industries. Their function, tailored through different configurations and specialized designs, continues to evolve, meeting the demands of modern industrial operations and contributing significantly to their success.
For a detailed quote on conveyor belts, please fill out the form.
Types of Belt Conveyors and Their Specific Belt Conveyor Functions
The versatility of belt conveyors lies in their ability to be customized to meet the diverse needs of various industries. This adaptability is primarily due to the different types of belt conveyors available, each designed to fulfill specific belt conveyor functions. Below, we explore the distinctions between lightweight and heavyweight belting, as well as provide insights into non-conventional conveyor systems.
| Belt Type | Applications | Belt Conveyor Function |
|---|---|---|
| Lightweight Belting | Food processing, package handling, pharmaceuticals, paper goods | Designed for the efficient transport of light to medium-weight products, these belts offer flexibility and can handle various speeds and angles. The primary belt conveyor function here is to support industries where speed, precision, and cleanliness are paramount. |
| Heavyweight Belting | Mining, manufacturing, waste/recycling, high-temperature food processing | These belts are built to withstand the harsh conditions of heavy industries, carrying bulky or heavy materials over long distances. The belt conveyor function extends to handling high loads, resistance to abrasion, and the ability to operate in extreme environments. |
- Doppelmayr Ropecon System: This system is a prime example of engineering ingenuity, combining the benefits of conveyor belts and ropeways. It is particularly useful in rough terrain and environmentally sensitive areas, where theconveyor belt functionincludes minimizing ground impact while ensuring efficient material transport.
- High Angle Conveyor (HAC): The HAC system is designed to convey materials at steep angles of up to 90 degrees. Its function of belt conveyoris crucial in applications where space is limited, allowing for vertical or high-angle transport of materials without the need for multiple conveying systems.
- Other Innovative Systems: Technologies such as the Cable Belt, Pipe Conveyors, and Aerobelt conveyors each serve a unique belt conveyor function. For instance, Pipe Conveyors offer an enclosed transport system to prevent spillage and protect the material from external elements. Aerobelt conveyors, supported by air cushions, reduce friction and energy consumption, showcasing the adaptability of conveyor belt function to environmental and efficiency concerns.
These diverse types of belt conveyors highlight the broad range of functions that these systems can perform. From the precise handling of lightweight goods in clean environments to the rugged transport of heavyweight materials in challenging conditions, belt conveyors continue to play an indispensable role in various sectors. The introduction of non-conventional systems further underscores the innovation in this field, addressing specific challenges and expanding the possibilities of material handling solutions.
Belt Conveyor Function: System Design and Specifications
The design and specification of a conveyor belt system are critical to its efficiency, safety, and the belt conveyor function it is intended to serve. Understanding the intricacies of these elements can significantly impact the system’s performance and longevity. This section delves into the importance of belt conveyor diagrams and the essential specifications such as belt speed, capacity, and material type.
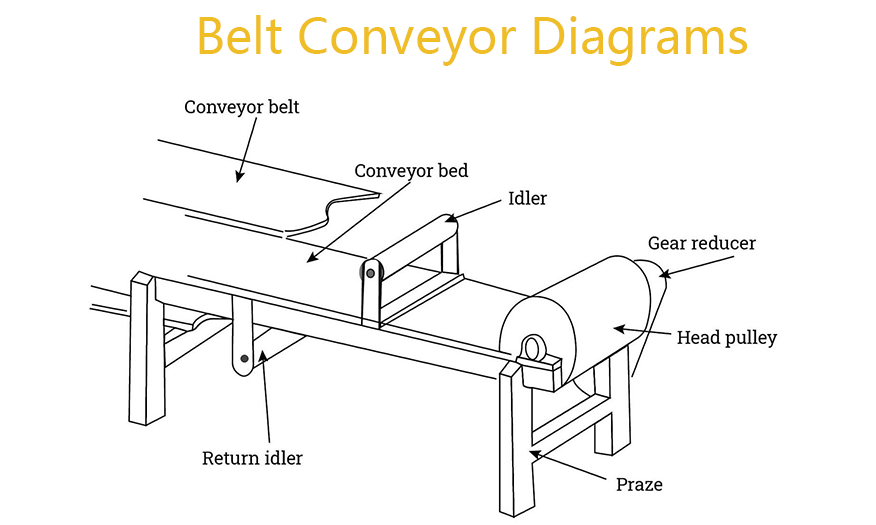
Belt Conveyor Diagrams
Belt conveyor diagrams play a pivotal role in the planning, implementation, and maintenance phases of conveyor systems. These diagrams provide a visual representation of the conveyor belt’s layout, including the path it follows, the location of main components like pulleys and motors, and the interaction between different parts of the system. By illustrating how the system is supposed to function, diagrams help in identifying potential issues before they occur, ensuring that the conveyor belt function is optimized for the specific application. They are invaluable tools for engineers and technicians to visualize the operational flow and for training personnel on how the system operates.
Conveyor Belt Specifications
The specifications of a conveyor belt system are tailored to the needs of the operation, taking into account the nature of the materials being transported, the environment in which the system operates, and the desired efficiency of the process. Key specifications include:
- Belt Speed: This is a critical specification as it determines how quickly materials can be moved from one point to another. The optimal belt speed is influenced by the function of belt conveyor, with higher speeds used for the rapid transport of light materials, and lower speeds preferred for heavy or fragile items to prevent damage.
- Capacity: The capacity of a conveyor belt system refers to the maximum load or volume of material it can transport over a given period. This specification is directly related to the belt’s width, speed, and the density of the materials being handled. Ensuring the system is designed with adequate capacity is essential for maintaining productivity and preventing bottlenecks.
- Material Type: The type of materials being conveyed affects several design aspects, including the choice of belt material, the design of the belt surface, and the configuration of the conveyor system. For example, abrasive materials may require belts with a more durable surface, while sticky materials might need belts with a specific texture to prevent adhesion.
Understanding these specifications and how they impact the belt conveyor function is crucial for designing a system that meets the operational requirements. Properly specified and designed conveyor belt systems can significantly enhance efficiency, reduce downtime, and ensure the safe transport of materials, underscoring the importance of detailed planning and specification in the conveyor system design process.
The Belt Conveyor Function in Enhancing Efficiency Through Two Key Roles
The conveyor belt function extends far beyond merely transporting materials from one location to another. In the realm of industrial operations, conveyor belts play a pivotal role in enhancing efficiency through two main avenues: boosting productivity and safety, and providing unparalleled flexibility in product routing. These roles are critical in optimizing operations, reducing costs, and ensuring the smooth execution of various processes.
Productivity and Safety
One of the primary belt conveyor functions is to significantly increase productivity within manufacturing and processing environments. By automating the movement of materials, conveyor belts enable a continuous flow of goods, thereby eliminating the bottlenecks associated with manual handling. This automation not only speeds up production lines but also reduces labor costs, as fewer workers are needed to move products. Moreover, by minimizing human interaction with heavy or potentially hazardous materials, conveyor belts play a crucial role in enhancing workplace safety. They are designed to carry loads in a stable manner, reducing the risk of workplace injuries associated with lifting and moving heavy items. Additionally, the implementation of conveyor belts can be tailored to comply with industry-specific safety standards, further ensuring the protection of workers and products alike.
Flexibility in Product Routing
Another significant function of belt conveyor is the flexibility it offers in the movement and routing of products. Modern conveyor systems are highly adaptable, capable of changing directions, elevating materials to different levels, and even sorting products automatically. This flexibility is particularly beneficial in complex manufacturing environments where products need to be moved between different processing stages or in distribution centers that require efficient sorting and dispatching solutions. Conveyor belts can be designed with adjustable speeds, reversible directions, and various branching options, allowing for a highly customizable approach to product handling. This adaptability ensures that conveyor systems can evolve with changing operational needs, making them a long-term solution for businesses looking to streamline their material handling processes.
Theconveyor belt function is integral to modern industrial operations, offering significant advantages in terms of productivity, safety, and flexibility. By understanding and leveraging these roles, businesses can achieve greater efficiency, reduce operational costs, and create a safer working environment for their employees. Conveyor belts, therefore, are not just a means of transportation but a vital component of an optimized industrial ecosystem.

FAQs about Belt Conveyor Function
A general-purpose conveyor belt is a versatile and commonly used conveyor system designed to transport materials across various distances and environments efficiently. These belts are engineered to handle a wide range of products, from lightweight goods such as packaged food items to heavier materials like mining ores. The construction of a general-purpose conveyor belt typically involves durable materials like rubber, PVC, or fabric, ensuring longevity and resistance to wear and tear. The choice of material often depends on the specific application, including the type of goods being transported and the operating conditions, such as exposure to heat, oils, or chemicals. General-purpose conveyor belts are favored for their reliability, cost-effectiveness, and the ability to customize their length, width, and design to meet the unique needs of different industries. By providing a continuous loop of material, these belts facilitate the smooth and continuous flow of production, enhancing efficiency and productivity in manufacturing plants, distribution centers, and various other sectors.
Belt conveyors are utilized across a broad spectrum of industries due to their efficiency and versatility in handling a wide range of materials under various conditions. Some of the key sectors include:
Manufacturing: For the assembly and processing of products, moving parts between different stages of production.
Mining: Transporting minerals and ores from the mining site to processing facilities or loading areas.
Agriculture: Conveying grains, feeds, and other agricultural products for processing, storage, or shipment.
Food Processing: Moving food items through different stages of processing, packaging, and inspection while maintaining hygiene standards.
Pharmaceuticals: Handling drugs and other pharmaceutical products with precision and care throughout the manufacturing process.
Airports: For baggage handling systems, moving luggage to and from aircraft and terminal buildings.
Retail and Distribution: Sorting and distributing products in warehouses and distribution centers for shipment to stores or direct to consumers.
The adaptability of belt conveyors to different environments and their ability to transport goods of various sizes, shapes, and weights make them indispensable in these and many other industries.
The primary function of a belt in a conveyor system is to provide a continuous and efficient surface for transporting materials from one point to another. It acts as the moving part of the conveyor system, upon which goods can be placed for movement. The belt is designed to conform to the contours of the pulleys and rollers, driven by a motor, which propels the belt forward, carrying the materials with it. Beyond mere transportation, the belt also plays a crucial role in controlling the speed and direction of the material flow, ensuring that goods are moved at the desired pace and to the correct location. Additionally, belts can be customized with various surfaces or profiles to accommodate different types of materials, prevent slippage, and facilitate the ascending or descending transport of products. In essence, the belt is the heart of the conveyor system, enabling the smooth, efficient, and controlled movement of goods across various distances and environments.
Conveyor belts are incredibly useful for several reasons, significantly impacting the efficiency, productivity, and safety of industrial operations. Here are some of the key benefits they offer:
Efficiency: Conveyor belts enable the rapid and continuous movement of goods, reducing the time and effort required to transport materials manually.
Productivity: By automating the transport process, conveyor belts allow for a more streamlined workflow, minimizing downtime and maximizing output.
Safety: Reducing the need for manual handling of materials lowers the risk of workplace injuries associated with lifting and moving heavy items.
Versatility: Conveyor belts can be customized to handle a wide range of materials in various environments, making them suitable for many industries.
Cost-Effectiveness: Although the initial investment in a conveyor belt system may be significant, the long-term savings in labor costs and the increase in productivity often result in a favorable return on investment.
Accuracy: Conveyor systems can be equipped with sensors and other technologies to ensure precise movement and placement of materials, reducing waste and improving quality control.
Overall, conveyor belts are a fundamental component of modern manufacturing and processing industries, offering a reliable and efficient method for moving materials, enhancing operational efficiency, and contributing to a safer work environment.
Last Updated on August 5, 2024 by Jordan Smith
Jordan Smith, a seasoned professional with over 20 years of experience in the conveyor system industry. Jordan’s expertise lies in providing comprehensive solutions for conveyor rollers, belts, and accessories, catering to a wide range of industrial needs. From initial design and configuration to installation and meticulous troubleshooting, Jordan is adept at handling all aspects of conveyor system management. Whether you’re looking to upgrade your production line with efficient conveyor belts, require custom conveyor rollers for specific operations, or need expert advice on selecting the right conveyor accessories for your facility, Jordan is your reliable consultant. For any inquiries or assistance with conveyor system optimization, Jordan is available to share his wealth of knowledge and experience. Feel free to reach out at any time for professional guidance on all matters related to conveyor rollers, belts, and accessories.