
Sidewall Conveyor Belt Material: Right Product for Your Needs

Sidewall conveyor belt material is integral to modern industrial operations, especially where space is at a premium and materials need to be transported over steep inclines. These specialized conveyor belts are designed with raised edges, aptly named sidewalls, which help in keeping the material secure during the transport process. The unique structure of sidewall conveyor belts allows them to handle various types of materials, from fine powders to large aggregates, efficiently and effectively. Their ability to operate at high inclines, sometimes up to 90 degrees, makes sidewall conveyor belt material crucial for industries such as mining, construction, and bulk material handling, offering a significant advantage in maximizing space and enhancing the speed and safety of material transport.
What are Sidewall Conveyor Belt Material
Sidewall conveyor belts are a distinctive type of conveyor system that includes raised edges known as sidewalls, which are integral to the belt. These sidewalls are designed to prevent the materials being transported from slipping or sliding off the belt during transit, especially in high incline or vertical transportation scenarios. This design significantly enhances the versatility and efficiency of conveyors in various industrial sectors, including mining, recycling, and food processing.
Key Characteristics and Benefits of Sidewall Conveyor Belts
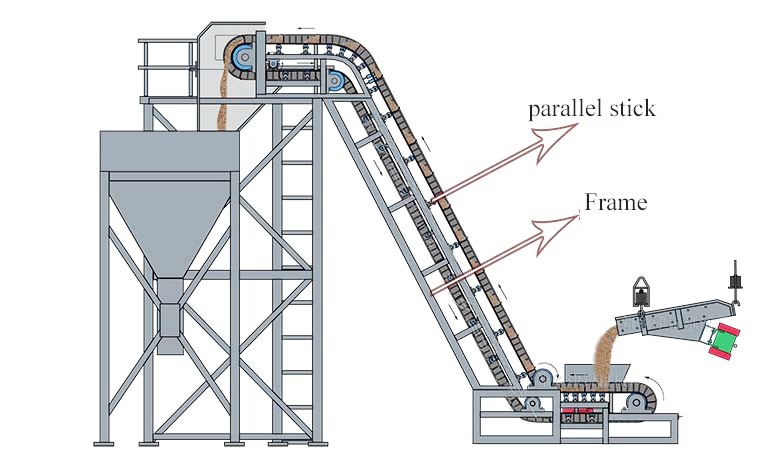
- High Incline Transport Capability: Sidewall conveyor belts can transport materials at steep angles, even vertically, which reduces the footprint of the conveying system.
- Increased Load Stability: The raised sidewalls help in stabilizing the materials during transport, preventing spillage.
- Versatility: They are suitable for transporting a wide range of materials, from fine powders to large lumpy stones or parcels.
- Space Efficiency: Their ability to convey materials at steep inclines saves valuable floor space that would otherwise be used for longer, more gradual conveyor setups.
- Reduced Transportation Time: The direct route enabled by steep incline capabilities speeds up the movement of materials.
- Lower Maintenance Costs: Sidewall belts are designed to be durable and require less maintenance compared to traditional conveyor belts.
- Improved Safety: By containing the material within the sidewalls, these belts reduce the risk of material spillage and the hazards associated with it.
- Energy Efficiency: They can reduce energy consumption by shortening the conveyor length and lowering the load on motors.
- Customizable: Sidewall heights and profiles can be customized based on specific needs, enhancing their application flexibility.
- Cost-Effective: Despite the initial higher cost, the long-term benefits of reduced maintenance and improved efficiency provide significant cost savings.
Common Sidewall Conveyor Belt Materials
Sidewall conveyor belt material plays a crucial role in determining the durability, performance, and suitability of the conveyor belt for specific applications. Here are six common materials used in the manufacture of sidewall belts:
- Rubber: The most common material, offering flexibility, durability, and resistance to abrasion.
- PVC: Lighter than rubber and suitable for industries requiring resistance to chemicals and oils.
- Polyurethane: Known for its exceptional resistance to wear and tear, and often used in food processing due to its hygienic properties.
- Silicone: Ideal for high-temperature applications and when non-stick surfaces are necessary.
- Teflon: Used for extremely high or low temperature applications and where low friction is crucial.
- Metal: Offers high strength and durability, ideal for heavy-duty applications or when operating in harsh environmental conditions.
Each sidewall conveyor belt material has its own set of properties that make it suitable for different industrial needs, ensuring that the belt performs optimally in specific environments and handling various materials.
Design and Types of Sidewall Conveyor Belt Material
Sidewall conveyor belts are engineered with specific features to address the unique challenges of transporting materials on steep inclines or vertical paths. The core design principle of these belts includes the integration of sidewalls and, in many cases, cleats or profiles, which are attached to a flat belt base. This configuration is crucial for preventing material spillage, enhancing the belt’s ability to handle various loads and angles.
Overview of Sidewall Belt Conveyor Design Principles
The fundamental design of a sidewall conveyor belt incorporates three key components: the base belt, the sidewalls, and the cleats. The base belt must be robust and flexible enough to handle the tension and bending around the conveyor system’s pulleys and rollers. The sidewall conveyor belt material is selected based on the application requirements, including resistance to abrasion, temperature, and chemicals. Sidewalls are affixed to the edges of the base belt, and cleats may be placed across the belt’s width to assist in material lifting.
Corrugated Sidewall Belts and Their Unique Features

Corrugated sidewall belts are a popular variant, designed for efficient material transport with minimal spillage. Here are eight unique features of these belts:
- Enhanced Containment: The corrugated design of the sidewalls provides superior containment of materials at higher inclines.
- Increased Load Capacity: The corrugation allows for deeper pockets between cleats, facilitating greater load capacity.
- Flexible Design Options: Available in various heights and patterns to suit specific material types and conveyor configurations.
- Durability: Typically made from rubber or synthetic materials that offer excellent resistance to wear and environmental factors.
- Reduced Rollback: The design minimizes material rollback, especially in steep or vertical lifts.
- Improved Traction: The corrugated texture provides better grip and traction for materials during transport.
- Easy to Clean: The structure helps in preventing material buildup, making it easier to clean and maintain.
- Versatility: Suitable for various industrial applications, from mining to food processing.

Types of Sidewall Belts
There are several types of sidewall conveyor belts, tailored to different operational needs:
- Standard Rubber Sidewall Belts: Commonly used for general purposes, offering good resistance and flexibility.
- PVC Sidewall Belts: Ideal for industries where resistance to oils, fats, and chemicals is necessary.
- Flexowell Belts: Specifically designed for steep incline conveying, capable of handling both horizontal and vertical curves.
- Corrugated Rubber Sidewall Belts: Offer high stability and are capable of carrying bulky materials at steep inclines.
- Heat Resistant Sidewall Belts: Made from materials like Teflon or silicone, suitable for high-temperature applications.
- Metal Reinforced Sidewall Belts: Incorporate metal inserts for additional strength and durability in heavy-duty applications.
Comparative Analysis of Inclined Conveyor Belt Types
Inclined conveyor belts, such as troughed, pocket, and vertical lift belts, are designed for specific industry applications. Troughed belts are great for bulk handling at moderate inclines, whereas pocket belts provide optimal solutions for vertical or steep inclines as they contain the material more effectively. Vertical lift belts, often resembling Flexowell designs, are used when horizontal space is limited and materials need to be moved vertically.
Understanding the various types of sidewall conveyor belts and their specific applications helps in selecting the right sidewall conveyor belt material and design for optimal performance and efficiency in any given industrial scenario.
Manufacturers and Suppliers of Sidewall Conveyor Belt Material
The market for sidewall conveyor belts is diverse, with several leading manufacturers and suppliers globally that specialize in high-quality sidewall conveyor belt material. These companies are pivotal in providing innovative solutions for various industrial needs, ensuring that businesses can transport materials efficiently and safely.
Overview of Leading Manufacturers and Suppliers
Gram Conveyor:

As an excellent conveyor roller supplier and conveyor belt manufacturer, our products mainly include the following three types: conveyor roller, a wide variety of conveyor belt, and different types of conveyor accessories/conveyor parts. We are a conveyor roller manufacturers that provides products of different materials and functions based on your needs among these three major product categories.
Continental AG:

Known for their comprehensive range of conveyor belt systems, Continental is a major player in the conveyor belt industry. Their sidewall conveyor belts are praised for durability and efficiency, making them a popular choice for mining and bulk material handling.
Habasit:
Specializes in customized fabric-based conveyor belts, including sidewall belts for vertical or steep incline material handling, offering high flexibility and low maintenance costs.
Intralox:

Offers modular plastic conveyor belts with unique features for sidewall and inclined conveyor applications, focusing on food safety and easy maintenance.
Fenner Dunlop:

Known for their strong and reliable conveyor belts, Fenner Dunlop produces sidewall belts that are particularly suited for demanding industrial environments.
Yokohama Rubber:

Provides high-quality, heavy-duty conveyor belts with excellent durability and heat resistance, ideal for mining and industrial applications.
Bridgestone:

Their custom-made conveyor belts are tailored to meet specific industrial requirements, with a focus on high performance and longevity.
Zhejiang Double Arrow:
A leading Chinese manufacturer known for their robust conveyor belt solutions, including sidewall belts designed for efficient material handling.
Highlighting Continental’s Role
Continental’s contribution to the sidewall conveyor belt market is well-documented in their conveyor belt catalog PDF. They emphasize innovation in sidewall conveyor belt material, aiming to improve the lifecycle and performance of belts in various industrial conditions. Continental’s belts are specifically engineered to prevent material spillage, reduce downtime, and lower maintenance costs, making them highly effective for steep incline conveying.
Contributions of Other Notable Suppliers
Other notable suppliers in the industry also play crucial roles:
Sig:

An Italian company that designs and manufactures rubber conveyor belts, including sidewall belts, known for their high quality and adaptability to different environmental conditions.
Apache Inc.:

Provides a range of belting products with customized sidewalls and cleats, catering to specific needs and ensuring optimal material handling solutions.
Each of these manufacturers and suppliers of sidewall conveyor belt material contributes uniquely to the industry, bringing forth specialized products that cater to diverse operational requirements. Their advancements and innovations help shape the future of material handling and transportation across various sectors.
Technical Specifications of Sidewall Conveyor Belt Material
When selecting the appropriate sidewall conveyor belt for any industrial application, understanding the technical specifications of the sidewall conveyor belt material is crucial. These specifications impact the belt’s performance, durability, and suitability for different environments and loads.
Detailed Look at Technical Aspects
- Tensile Strength: This indicates the maximum load that the belt can handle without breaking. High tensile strength is vital for belts used in heavy-duty applications.
- Material Composition: Sidewall conveyor belts can be made from various materials including rubber, PVC, polyurethane, and even metal. Each material offers different benefits, such as chemical resistance or temperature tolerance.
- Belt Durability: Durability depends on the belt’s ability to resist wear, tear, and degradation over time. The choice of material and construction quality are key factors.
- Flexibility: The belt’s ability to bend around conveyor curves without damaging is important, especially for systems with complex routes.
- Abrasion Resistance: Essential for maintaining the integrity of the belt surface, particularly in applications involving rough materials.
- Chemical Resistance: Some processes involve exposure to chemicals, making chemical resistance a critical specification.
- Temperature Range: The material must withstand the minimum and maximum temperatures it will encounter during operation without degrading.
- Fire Resistance: In industries where there is a risk of fire, belts must be able to resist ignition and slow down the spread of flames.
Various Specifications Available in the Market
Sidewall conveyor belts come in various sizes and configurations to meet diverse operational needs:
- Belt Widths: Available from as narrow as a few inches to several feet wide, accommodating different volume requirements.
- Sidewall Heights: Typically range from about 20 mm to 300 mm. Higher sidewalls are used for moving larger, more voluminous materials.
- Cleat Configurations: Cleats can be straight, angled, or custom designed to ensure optimal material transport and stability. They vary in height and spacing depending on the material type and the angle of incline.
- Belt Length: Customizable to fit the specific distance that needs to be covered in an installation.
- Base Belt Thickness: Influences the overall strength and durability of the belt. Thicker belts are typically used in more demanding applications.
- Reinforcement Options: Some belts are reinforced with steel or fabric to enhance strength and durability.
- Surface Properties: Depending on the application, belts might have textured surfaces to enhance grip, or smooth surfaces to reduce friction.
- Connectivity: Details on how belt segments are joined or spliced, which affects installation and maintenance processes.
By thoroughly understanding these technical specifications, industries can choose the right sidewall conveyor belt material and configuration, ensuring efficient and safe material handling tailored to their specific operational requirements.
Applications in Industry of Sidewall Conveyor Belt Material
Sidewall conveyor belts, with their unique design and durable sidewall conveyor belt material, are crucial in various industrial sectors. These belts provide effective solutions for transporting materials vertically or at steep inclines, where traditional conveyor systems would be impractical.

Examples of Industrial Applications
- Mining: In mining operations, sidewall conveyor belts are used to transport mineral ores from deep underground to the surface. The high sidewalls help contain the loose materials during the steep ascent.
- Construction: These belts are used on construction sites to move building materials such as sand, gravel, and crushed stone vertically or across steep inclines, speeding up the transport process and reducing labor costs.
- Agriculture: Sidewall belts help in the movement of grains and other agricultural products, especially in silos and grain elevators where space is limited and vertical lifting is required.
- Recycling: Recycling facilities utilize these belts to sort and elevate various recyclables efficiently. The high sidewalls prevent spillage of plastics, metals, and other materials during processing.
- Chemical Industry: Chemical plants use sidewall conveyor belts to handle bulk chemical materials safely, reducing the risk of spillage and exposure to potentially harmful substances.
- Food Processing: In the food industry, these belts are used to transport bulk food products such as grains, nuts, and even confectionery items vertically, optimizing space and improving hygiene by reducing contact with multiple surfaces.
Benefits Across Different Sectors
- Agriculture: Sidewall conveyor belts enhance the speed and efficiency of transporting feed and grains in a controlled environment, minimizing loss and contamination, which is crucial for maintaining the quality and safety of agricultural products.
- Construction: These belts allow for more direct routes in material transport within construction sites, overcoming obstacles like uneven terrain and confined spaces, which leads to more streamlined operations and cost savings.
- Food Processing: The design of sidewall belts, often made from FDA-approved materials, ensures that food products are handled gently and hygienically, reducing waste and preventing contamination during elevation or transport.
Each sector benefits uniquely from the advanced features of sidewall conveyor belt material, which include enhanced safety, efficiency, and the capability to handle a variety of materials under different environmental conditions. This adaptability makes sidewall conveyor belts indispensable in many industrial applications.
Purchasing Sidewall Conveyor Belt Materials
When it comes to purchasing sidewall conveyor belt materials, making informed decisions is key to ensuring operational efficiency, safety, and cost-effectiveness. Understanding the specific requirements of your application and the qualities of different materials can significantly impact the performance and longevity of the conveyor system.
Tips on What to Consider When Purchasing Sidewall Conveyor Belts
- Material Suitability: Ensure the sidewall conveyor belt material is suitable for the type of materials being transported, especially concerning temperature, abrasion resistance, and chemical exposure.
- Belt Design: Look for belts with appropriate sidewall and cleat designs that suit the angle of incline and the type of material handled.
- Load Requirements: Consider the weight and volume of materials the belt will need to support. This impacts the choice of belt width, tensile strength, and thickness.
- Conveyor Length and Incline: Determine the necessary length and incline angle of the belt. Steeper inclines may require higher sidewalls or specific cleat configurations.
- Operating Environment: Factor in the operating conditions such as temperature, moisture, and potential mechanical impacts that might affect the belt’s durability.
- Quality and Durability: Invest in high-quality materials that offer longer service life and require fewer repairs and maintenance.
- Supplier Reliability: Choose suppliers known for their reliability and good customer service. Reliable suppliers will provide support from purchase through installation and maintenance.
- Compliance and Standards: Check that the belt meets all relevant industry standards and regulations to avoid compliance issues.
- Customization Options: Some applications may require customized belt dimensions or materials. Ensure the supplier can accommodate these needs.
- Warranty and Support: Look for warranties and after-sales support that protect your investment and provide assistance in case of issues.
- Cost-Effectiveness: Evaluate the total cost of ownership, including purchase price, maintenance costs, and expected lifespan of the belt.
- Availability: Consider the lead time for manufacturing and delivery. Delays in obtaining the belt could impact project timelines.
Inquire here for top-quality conveyor belt products.
Finding and Selecting the Right Materials and Suppliers
- Research and Reviews: Start with thorough research on potential suppliers. Read reviews and case studies to assess their reputation and the quality of their products.
- Material Samples: Request samples of the sidewall conveyor belt material to test for compatibility and quality.
- Industry Expertise: Engage with suppliers who have expertise in your specific industry. They can offer valuable insights and recommendations based on their experience.
- Technical Specifications: Obtain detailed technical specifications for each belt type. Compare these against your application requirements to ensure a good match.
- Consultation Services: Utilize suppliers who offer consultation services. They can help you design a conveyor system that meets all your needs.
- Trade Shows and Expos: Attend industry trade shows and expos to see the latest technologies in sidewall conveyor belts and to meet suppliers directly.
- Certifications: Check for certifications that guarantee the belt’s quality and compliance with international or national standards.
- Long-Term Partnerships: Consider forming long-term partnerships with suppliers for better terms and ongoing support.
By carefully considering these aspects, you can ensure that you choose the right sidewall conveyor belt material and supplier, leading to a reliable and efficient conveyor system that meets the unique demands of your application.
FAQs about Sidewall Conveyor Belt Material
The materials used for conveyor belts can vary depending on the application and the specific requirements of the conveying system. For general purpose conveyor belts, materials like rubber, PVC (Polyvinyl Chloride), PU (Polyurethane), and textiles like nylon, cotton, or polyester are commonly utilized for their flexibility, durability, and ability to handle various levels of tension.
Rubber belts are often reinforced with materials such as fabric or steel to enhance strength and durability. A blend of natural and synthetic rubber can be employed to balance cost-effectiveness with performance. PVC and PU belts offer different levels of resistance to chemicals, oils, and temperature, making them suitable for specific industry applications. Moreover, the choice of textile materials like nylon offers excellent tensile strength, cotton provides breathability and flexibility, whereas polyester excels in low elongation and high strength giving additional structural integrity to the belt.
Metal is used in the construction of particular types of conveyor belts known as metal belts. Stainless steel is the most prevalent metal used because of its durability, resistance to high temperatures, and anti-corrosive properties, making it an excellent choice for environments where the belt might be exposed to moisture, abrasive materials, or chemicals.
Aside from stainless steel, other metals like mild steel and various grades of carbon steel can also be used in applications that don’t require such high resistance to corrosion or extreme temperatures. Metal belts are particularly favored in food processing industries for their ease of cleaning and maintaining hygiene, as well as in heavy industrial applications where a high degree of durability is required.
The “best” material for a conveyor system is contingent upon the application, operating conditions, and material handling requirements. For heavy-duty and outdoor applications involving the transportation of heavy or abrasive materials, reinforced rubber with robust fabric or steel cord inlays might be ideal for its strength and resilience.
In the food industry, PU conveyor belts are often the go-to choice because they are non-toxic, easy to clean, and resistant to oils, fats, and many chemicals. On the other hand, environments that necessitate high sanitation standards and resistance to extreme temperatures might benefit from metal belts, particularly stainless steel. The key is to match the material properties to the functional requirements, such as load capacity, resistance to environmental factors, and the nature of materials being conveyed.
Conveyor belt fabric is typically made from materials such as polyester, nylon, cotton, or a combination of them. These fabrics are known for their contribution to the belt’s tensile strength and are utilized for their durability, abrasion resistance, and flexibility.
Polyester fabric belts are recognized for their low-stretch properties, providing stable and consistent operation. Nylon is admired for its excellent abrasity resistance, high tensile strength, and the ability to absorb impact forces, which is why it’s commonly used in belts that are subjected to rugged conditions. Cotton or blended fabrics offer a more pliable solution that is suitable for belts that need to navigate small pulley diameters or for applications that require a more delicate touch, such as in the bakery industry. The fabric is often coated or impregnated with elastomers like rubber or PVC to create a strong, flexible, and durable belt material.
A sidewall conveyor belt is a type of conveyor belt that includes corrugated sidewalls and, often, transverse cleats. These features help prevent materials from spilling over the edges of the belt, making it ideal for transporting loose, bulk materials. The sidewalls and cleats enable the belt to carry materials at steep angles, even vertically, which can save space and improve efficiency in material handling processes. Sidewall conveyor belts are commonly used in industries such as mining, agriculture, and construction where materials need to be moved up or down steep inclines.
A conveyor belt typically consists of several key components:
Belt Material:
Fabric (Textile) Belts: Often made from materials like polyester, nylon, or cotton, fabric belts are commonly used in light to medium-duty applications.
Rubber Belts: These are made from natural or synthetic rubber and are used in heavy-duty applications due to their durability and flexibility.
PVC/PU Belts: Made from polyvinyl chloride or polyurethane, these belts are used in food processing and pharmaceutical industries due to their hygienic properties and resistance to chemicals.
Carcass:
The carcass is the internal layer that provides strength and shape to the belt. It is typically made from materials such as fabric, steel cords, or a combination of both.
Fabric Carcass: Provides flexibility and is used in applications requiring moderate strength.
Steel Cord Carcass: Offers high tensile strength and is used in heavy-duty applications.
Cover:
The cover is the outer layer that protects the carcass from damage. It can be made from various materials depending on the application:
Rubber Cover: Provides resistance to abrasion, impacts, and chemicals.
PVC/PU Cover: Offers smoothness, ease of cleaning, and resistance to oils and chemicals.
Sidewalls and Cleats (for Sidewall Conveyor Belts):
Sidewalls: Corrugated edges attached to the sides of the belt to prevent material spillage.
Cleats: Transverse ribs or barriers attached to the belt surface to help carry materials up steep inclines.
Splices:
Splices are the joints that connect different sections of the belt. They can be made using mechanical fasteners or through vulcanization, which fuses the belt ends together for a stronger joint.
These components work together to create a durable, flexible, and efficient conveyor belt capable of handling various materials and operating conditions.
Last Updated on June 21, 2024 by Jordan Smith
Jordan Smith, a seasoned professional with over 20 years of experience in the conveyor system industry. Jordan’s expertise lies in providing comprehensive solutions for conveyor rollers, belts, and accessories, catering to a wide range of industrial needs. From initial design and configuration to installation and meticulous troubleshooting, Jordan is adept at handling all aspects of conveyor system management. Whether you’re looking to upgrade your production line with efficient conveyor belts, require custom conveyor rollers for specific operations, or need expert advice on selecting the right conveyor accessories for your facility, Jordan is your reliable consultant. For any inquiries or assistance with conveyor system optimization, Jordan is available to share his wealth of knowledge and experience. Feel free to reach out at any time for professional guidance on all matters related to conveyor rollers, belts, and accessories.

